simond
Western Thunderer
Thanks Rob,
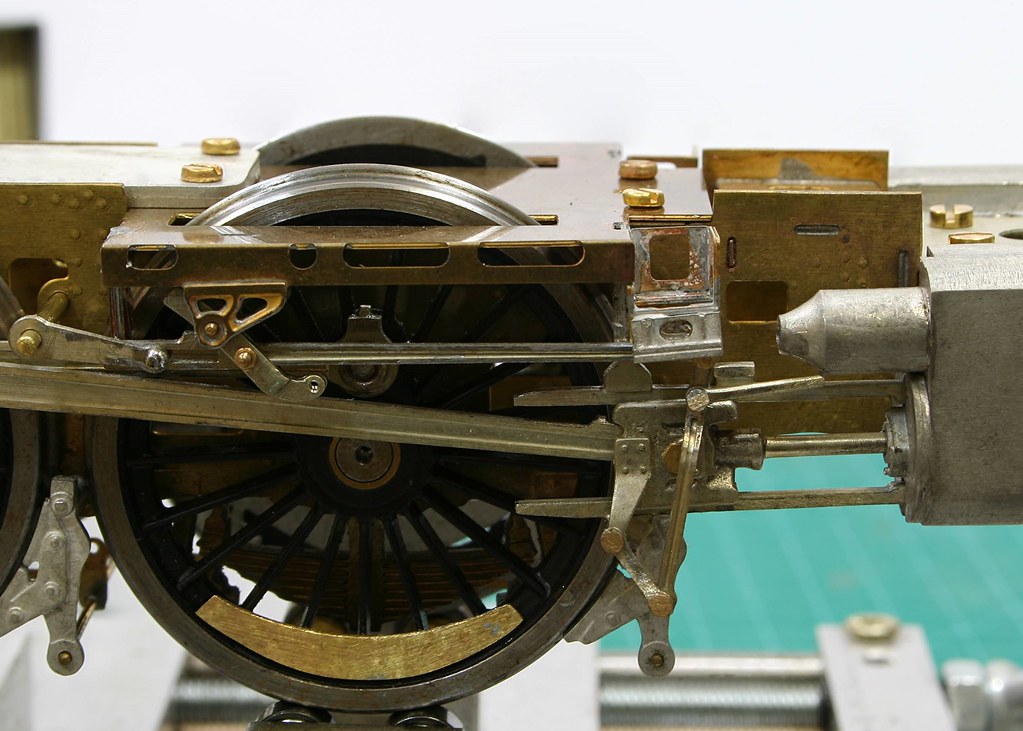
You’re probably aware of my Premier-framed build on RMW, I doubt that the double row will be visible behind the cylinders, so I’ll not lose sleep over them, similarly the ones around the weighshaft pivots are pretty well hidden by footplate and the lifting levers.
The ones where the rear frames come off the main frames are perhaps another story. In any case, visible slotted csk screws in this area are perhaps not quite de rigeur.
Thanks again
Simon
You’re probably aware of my Premier-framed build on RMW, I doubt that the double row will be visible behind the cylinders, so I’ll not lose sleep over them, similarly the ones around the weighshaft pivots are pretty well hidden by footplate and the lifting levers.
The ones where the rear frames come off the main frames are perhaps another story. In any case, visible slotted csk screws in this area are perhaps not quite de rigeur.
Thanks again
Simon
") It's a real challenge trying not to disturb the paint job...
It's a real challenge trying not to disturb the paint job...
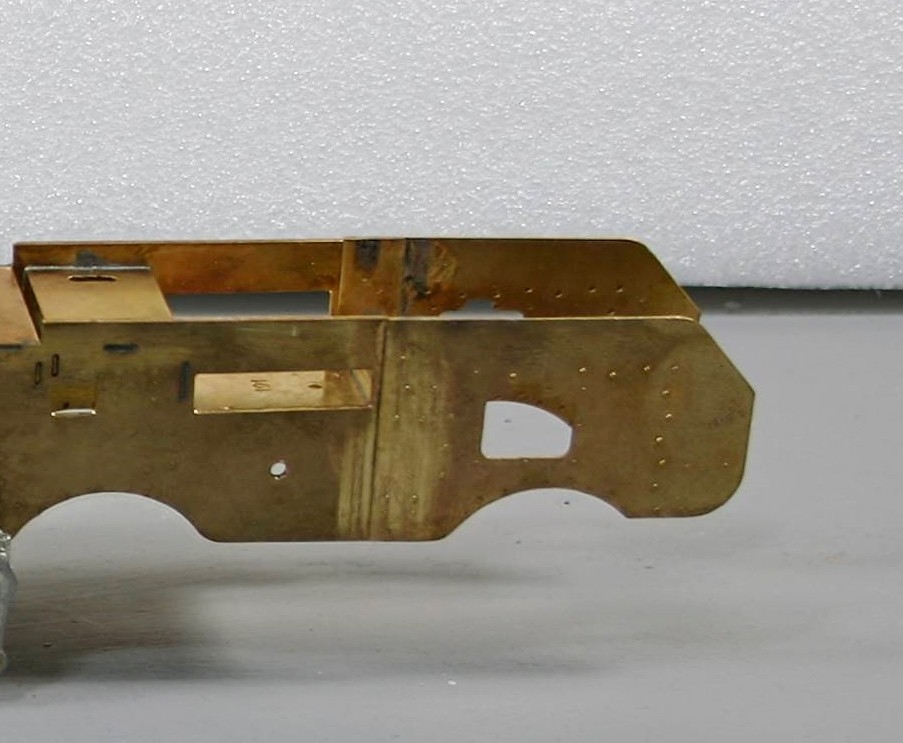
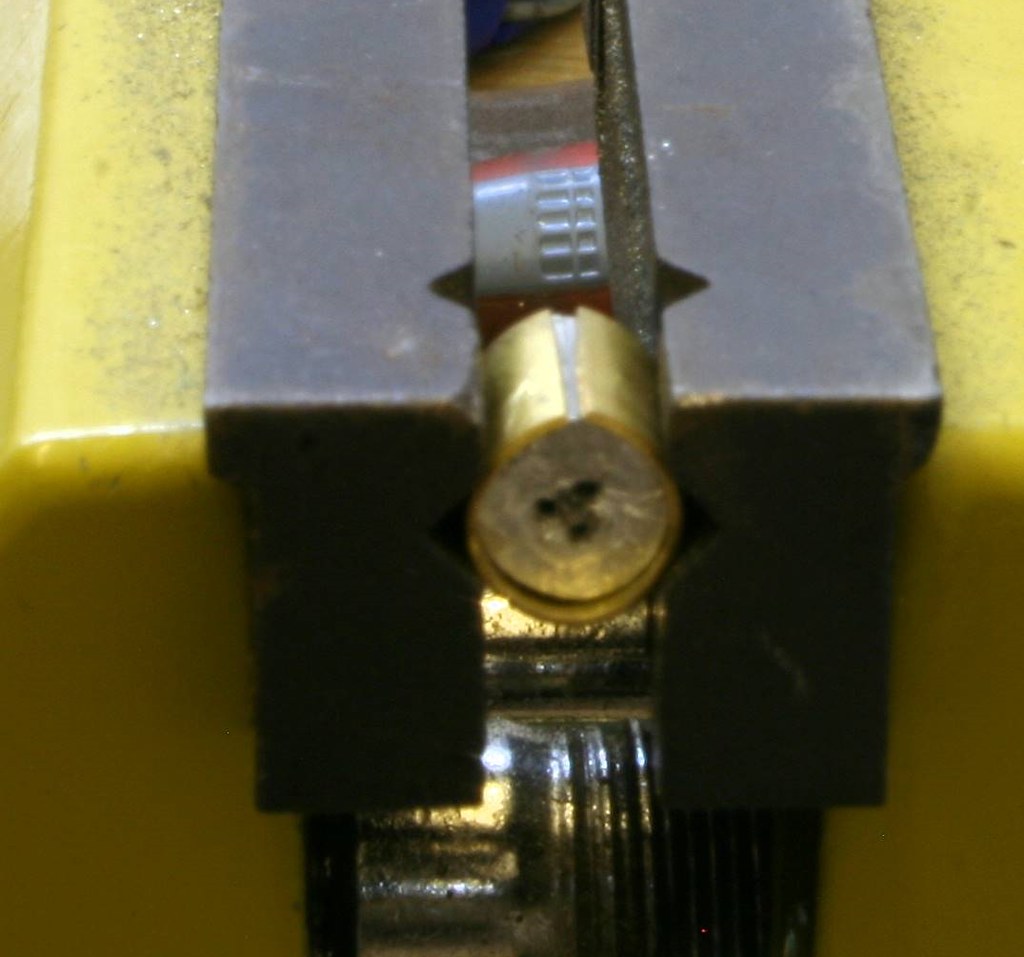
 The next task was to solder the pins into the back of the hole as I would have done with a rivet of Premier Rods. Onwards and Upwards.....
The next task was to solder the pins into the back of the hole as I would have done with a rivet of Premier Rods. Onwards and Upwards.....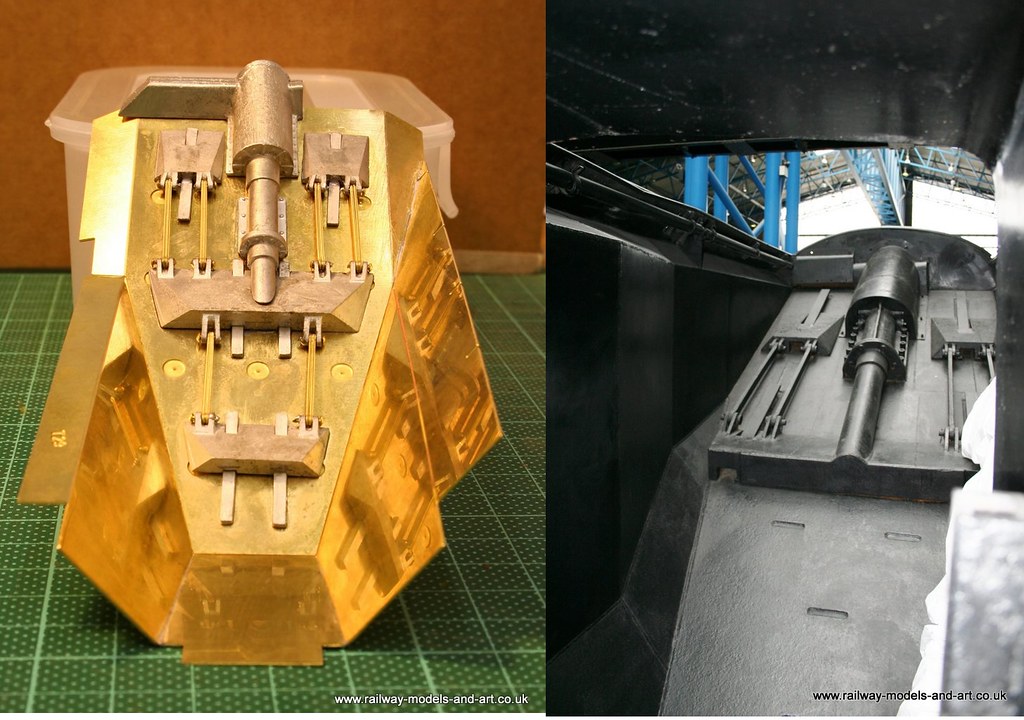





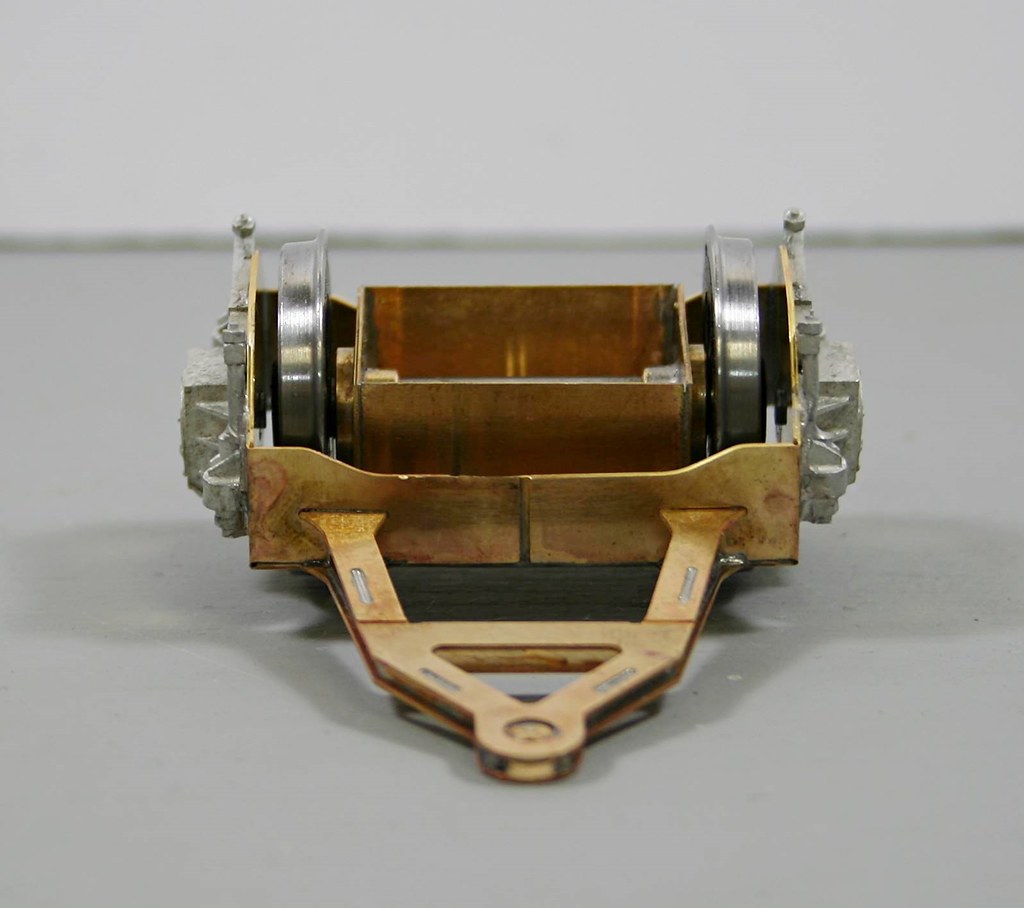



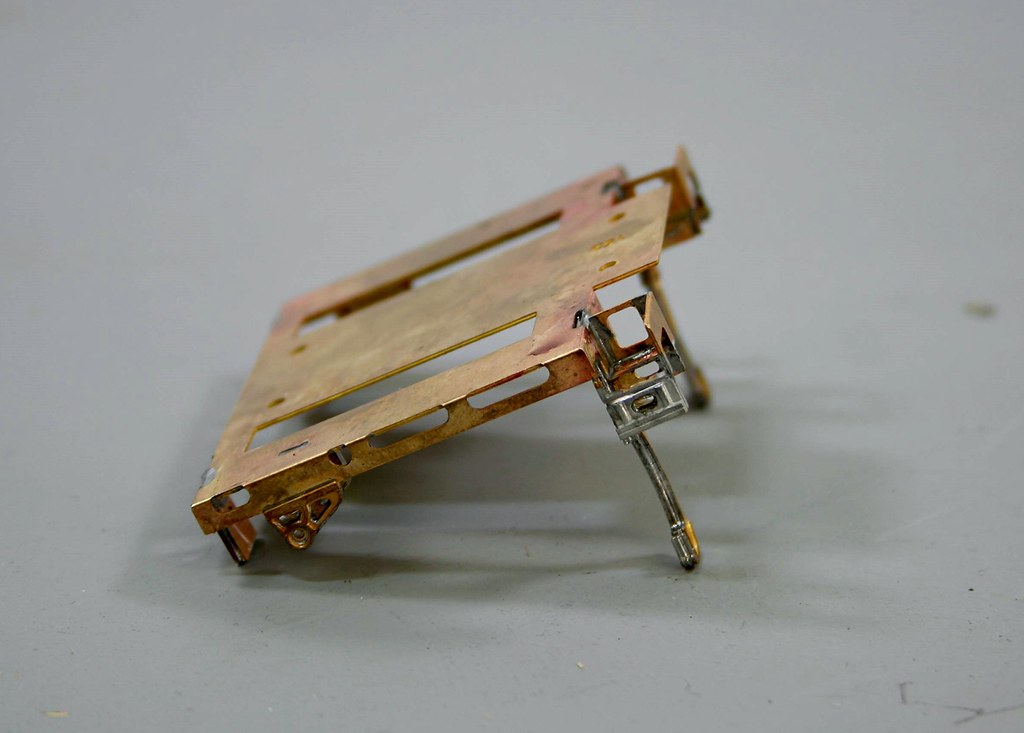
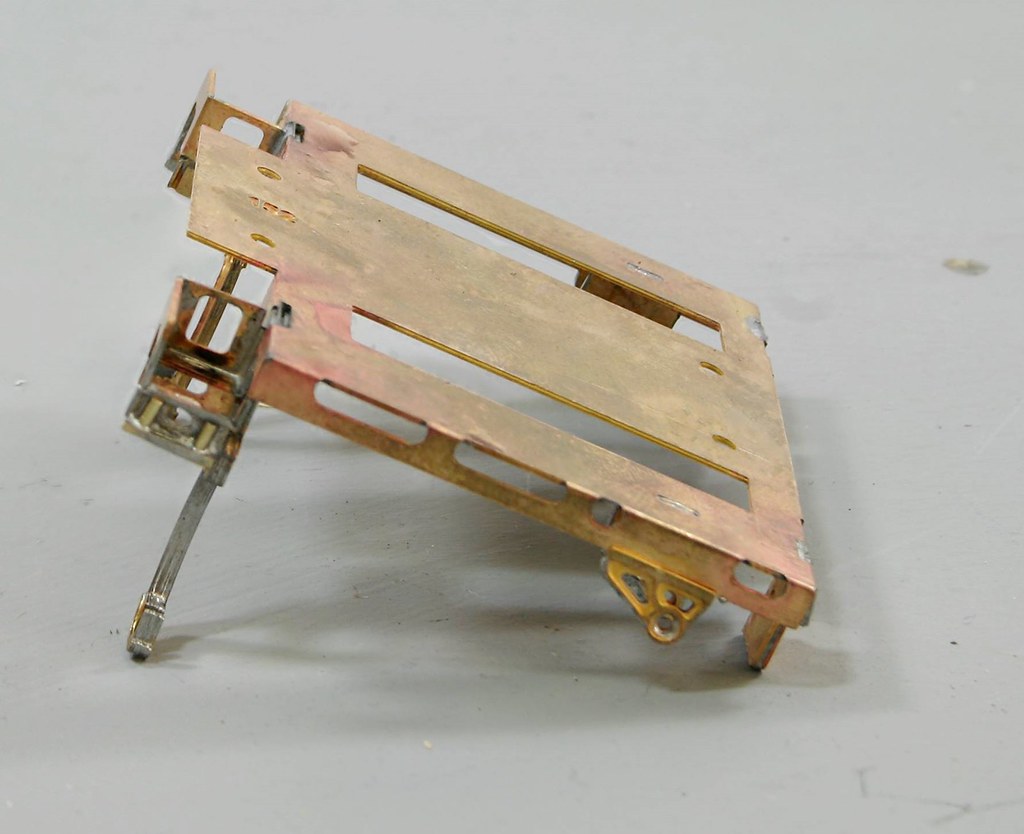
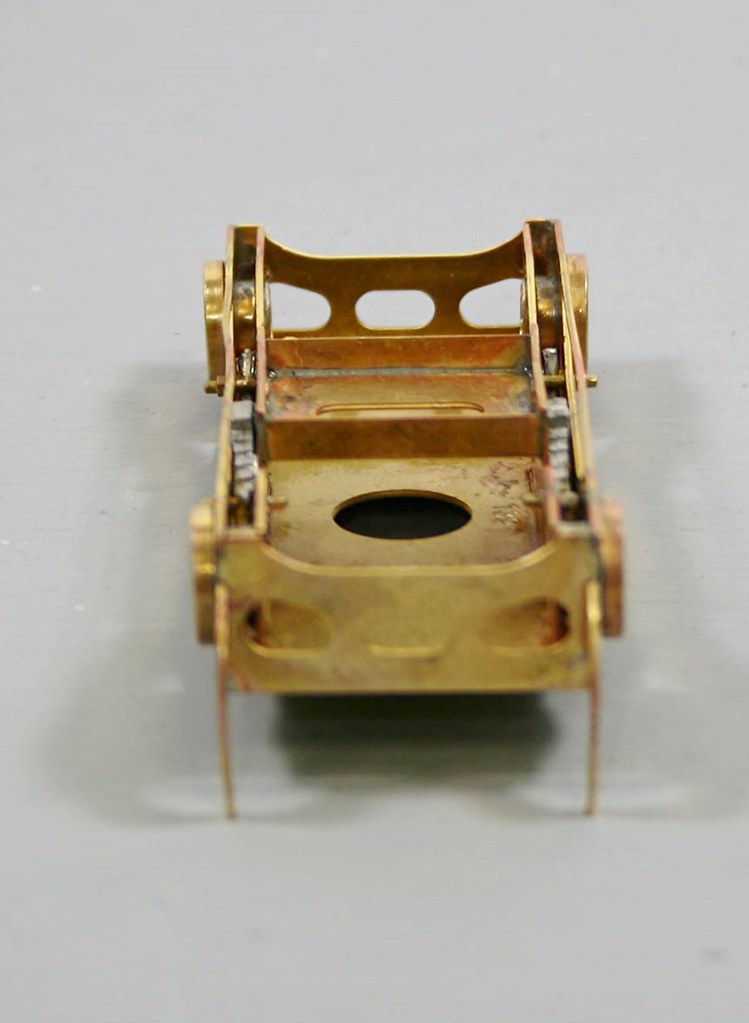
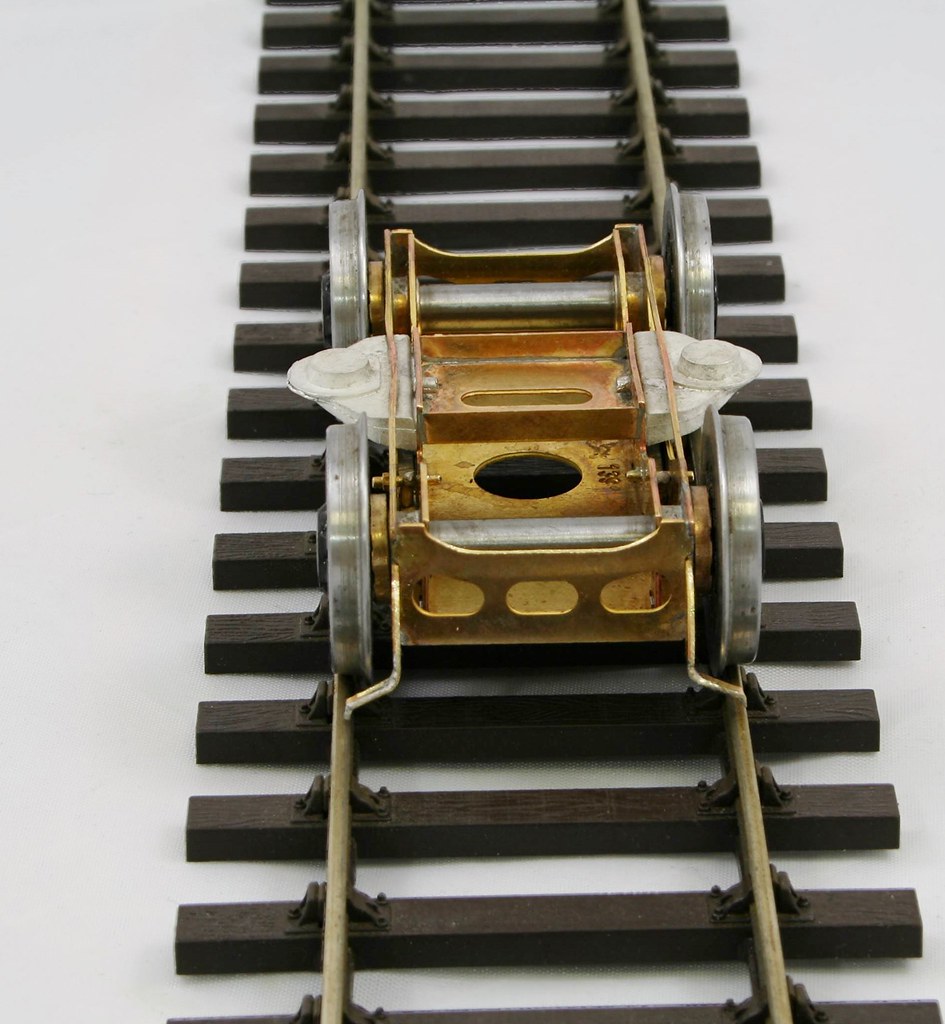
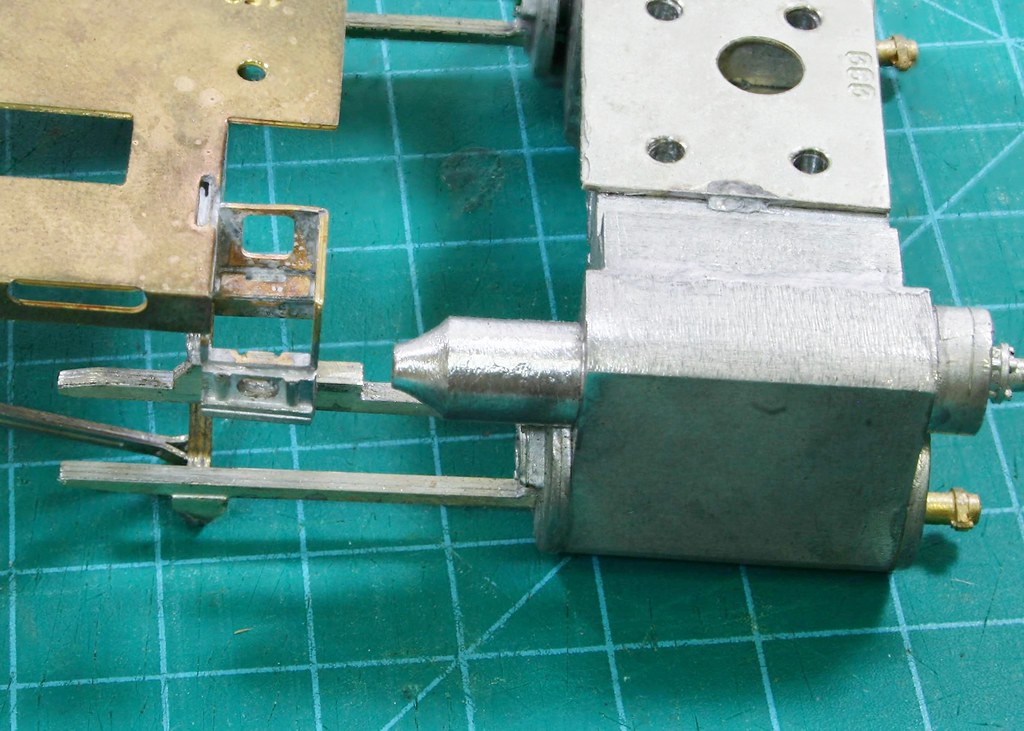
 ), I started on the bogie.
), I started on the bogie.











)")