You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
TFW’s workshop
- Thread starter Tim Watson
- Start date
Tim Watson
Western Thunderer
It is Vivak brand from Bayer, Simon: Polyethylene terephthalate glycol - PETG. Very tough, it’s quite difficult to cut at 1mm thick, but very clear and reflective. I have, however, degraded the clarity slightly by using fine wire wool on the underside.
Tim
Tim
Yorkshire Dave
Western Thunderer
I'd be interested to see how you weather the glazing. A pale brown wash perhaps?
Tim Watson
Western Thunderer
Good question, Dave. The top surface almost inevitably will get a grey brown wash when I paint the flashing and the edges. Probably then wipe most of it off to maintain some reflection.
Tim
Tim
adrian
Flying Squad
Forgive me if I'm being presumptuous and I'm not sure if this was a subtle call for nominations or not, however one for "R. C. Link" - perhaps a purveyor of animal feedstuffs would be nice to see.The name boards are in hand. I wonder who will be on them?
Tim Watson
Western Thunderer
The naming criterion on the layout is normally to include Club members or people who have contributed to the layout. Apologies, but I should really have trimmed this from the post.
Tim
Tim
Tim Watson
Western Thunderer
The potato market cart road now has a solidly fixed cantilevered roof, albeit awaiting the front cast iron columns to come back from the foundry.

Painting and weathering are also proceeding, but not quite there yet.
A few advertising hoardings on the railings will add a splash of colour, as will the merchant’s names on the market.
Tim
Painting and weathering are also proceeding, but not quite there yet.
A few advertising hoardings on the railings will add a splash of colour, as will the merchant’s names on the market.
Tim
Tim Watson
Western Thunderer
For Sale
One careful owner. Canopy making jig. Offers accepted. Ideal for...?

Tim
One careful owner. Canopy making jig. Offers accepted. Ideal for...?
Tim
Tim Watson
Western Thunderer
The 5mm thick protective Perspex screen has now been fitted to the end of the cart road. It is held in place by a couple of blackened 12BA screws, so can easily be removed for photographic purposes.

The tapped holes in the Perspex were rather conspicuous, so I ran some grey paint in the hole. They look a bit like protective bollards or, in the case of the nearer one, three bollards because of the refraction on the polished end of the sheet. It’s all a good deal sturdier, which is a relief, and essential for an exhibition layout like CF.
Incidentally, the layout is having its own very special exhibition at Keen House on July 10-11th.
Event Tickets Archives - The Model Railway Club
It will be jolly hard work, but hopefully people will enjoy the opportunity to really get to know the layout.
Tim
The tapped holes in the Perspex were rather conspicuous, so I ran some grey paint in the hole. They look a bit like protective bollards or, in the case of the nearer one, three bollards because of the refraction on the polished end of the sheet. It’s all a good deal sturdier, which is a relief, and essential for an exhibition layout like CF.
Incidentally, the layout is having its own very special exhibition at Keen House on July 10-11th.
Event Tickets Archives - The Model Railway Club
It will be jolly hard work, but hopefully people will enjoy the opportunity to really get to know the layout.
Tim
Last edited:
Tim Watson
Western Thunderer
And somebody said, ‘all the buildings on CF were the same colour’...

This little group was made by Richard Wilson. I have been adding garage posters & he is working on some pumps.
Tim
This little group was made by Richard Wilson. I have been adding garage posters & he is working on some pumps.
Tim
Tim Watson
Western Thunderer
Richard Wilson’s petrol pumps arrived today, so they were fitted this evening. It was tempting to use the red & yellow shell logo on top of the pumps, but I think that would be out of our period. Probably needs an oil cabinet nearby.
 [/URL
[/URL

https://app.photobucket.com/u/strq0672/p/b4837e5b-f4bf-467d-a220-562b88190568

These little details help to bring the scene to life, but will not be visible to the public on normal exhibition.
Tim
[/URL
https://app.photobucket.com/u/strq0672/p/b4837e5b-f4bf-467d-a220-562b88190568
These little details help to bring the scene to life, but will not be visible to the public on normal exhibition.
Tim
Tim Watson
Western Thunderer
Just a cast iron water trough

Tim
Tim
Tim Watson
Western Thunderer
The beaver tail observation car has made some progress, courtesy of Mike Trice & a very skilled colleague at a certain tall building in London. The negative shape of the glazing was 3D printed by Mike and then the lump polished to a fine finish.

These were then set up under a vacuum forming machine running with 0.5mm clear sheet.


There were a few pressed, allowing for errors. Trimming out of the sheet was simply with a pair of scissors.

The final shaping was with a file and then carefully removing any ‘wire edge’ with a scalpel blade.

The end result shows it resting in place, but with the central window bar still present. That will be removed and replaced with a separate metal trim, whence the fit should improve.

I think this trial fit is pretty effective and I doubt that alternative techniques would achieve the complex shape any better. It will be even better in 4mm scale, because the plastic thickness will be more favourable; either way, ‘good enough for government work’, as they say. There should be some etches arriving fairly soon from Worsley Works, but heavens knows when the train will get built!
Tim
These were then set up under a vacuum forming machine running with 0.5mm clear sheet.
There were a few pressed, allowing for errors. Trimming out of the sheet was simply with a pair of scissors.
The final shaping was with a file and then carefully removing any ‘wire edge’ with a scalpel blade.
The end result shows it resting in place, but with the central window bar still present. That will be removed and replaced with a separate metal trim, whence the fit should improve.
I think this trial fit is pretty effective and I doubt that alternative techniques would achieve the complex shape any better. It will be even better in 4mm scale, because the plastic thickness will be more favourable; either way, ‘good enough for government work’, as they say. There should be some etches arriving fairly soon from Worsley Works, but heavens knows when the train will get built!
Tim
Tim Watson
Western Thunderer
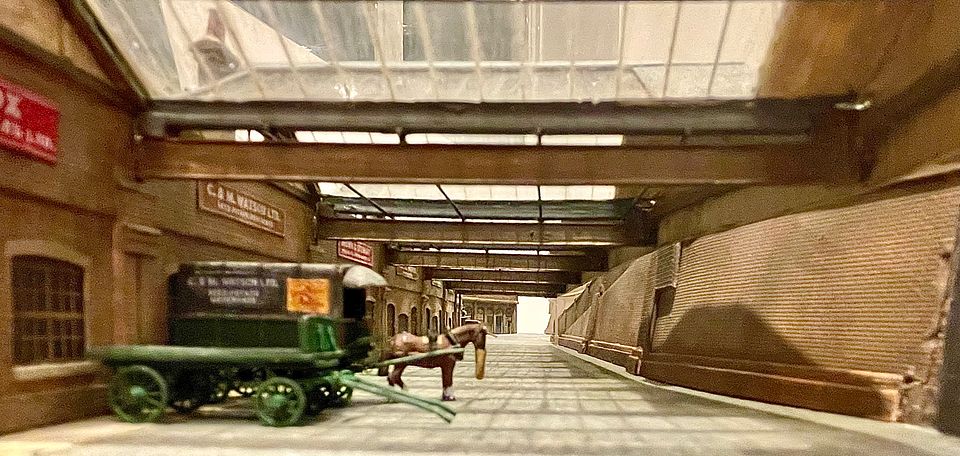
Clearly there was a need for something to warrant the horse trough on the end of the potato market building. Jim Watt very kindly sent me three of his lovely little etched drays. These were used as a basis for suitable vehicles for the potato & veg trade.

The horses available in 2mm scale are pretty dire. This little chap, with his nose bag on, was converted from the beast plonked between the shafts of the centre open wagon.

I knew there would be another use for the jig I made for constructing the cart road canopy rooves: it makes a good spraying platter, with the little bits held lightly in place with double sided adhesive tape.

Some wagons just posed in the open yard area - the big one was originally from Langley, but thinned down quite a bit. The boxes of lettuce were simply blocks of styrene suitably carved and painted. The sacks were originally white metal castings, but heavily modified to ‘sit down’. The tarpaulins are folded up at the back of the wagon.


The dearth of suitable horses is being worked on...
Tim
The horses available in 2mm scale are pretty dire. This little chap, with his nose bag on, was converted from the beast plonked between the shafts of the centre open wagon.
I knew there would be another use for the jig I made for constructing the cart road canopy rooves: it makes a good spraying platter, with the little bits held lightly in place with double sided adhesive tape.
Some wagons just posed in the open yard area - the big one was originally from Langley, but thinned down quite a bit. The boxes of lettuce were simply blocks of styrene suitably carved and painted. The sacks were originally white metal castings, but heavily modified to ‘sit down’. The tarpaulins are folded up at the back of the wagon.
The dearth of suitable horses is being worked on...
Tim
Last edited:
Tim Watson
Western Thunderer
Christmas came early today for me as the trader signs for the potato market arrived from Ben Weiner as well as the castings for the Handyside canopy supports from my colleague at Guy’s.
Tom Everitt’s 3DP columns were mounted for casting with a large wax feeder sprue on a sprue former and casting ring.

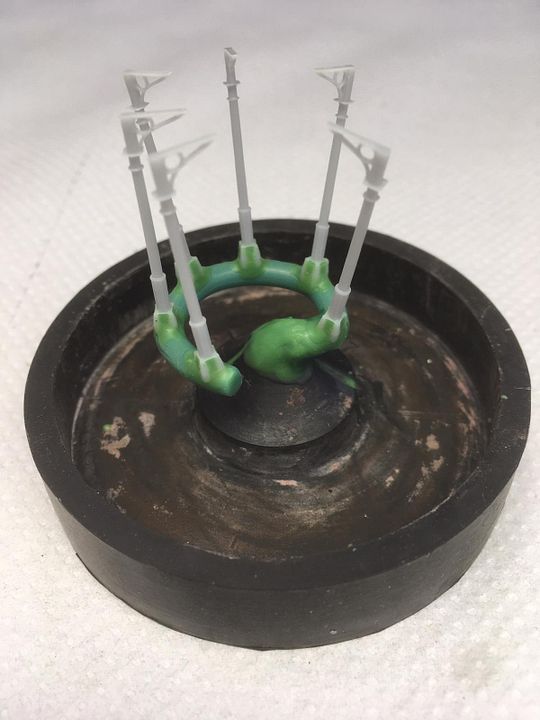
They were then invested in a very high temperature investment.

This was brought up to 900deg C to expand the investment and burn out the plastic. The investment expansion accommodates the shrinkage of the metal on cooling.

The metal ingots can be seen in the crucible with the hot casting ring in place. The metal is heated by induction to 1500 deg C.

At casting temperature the button of molten alloy can now be seen in the crucible.

It’s now been vacuum cast into the investment ring.

The exciting bit is when the ring is quenched and the castings divested.

The alloy used is shown here:
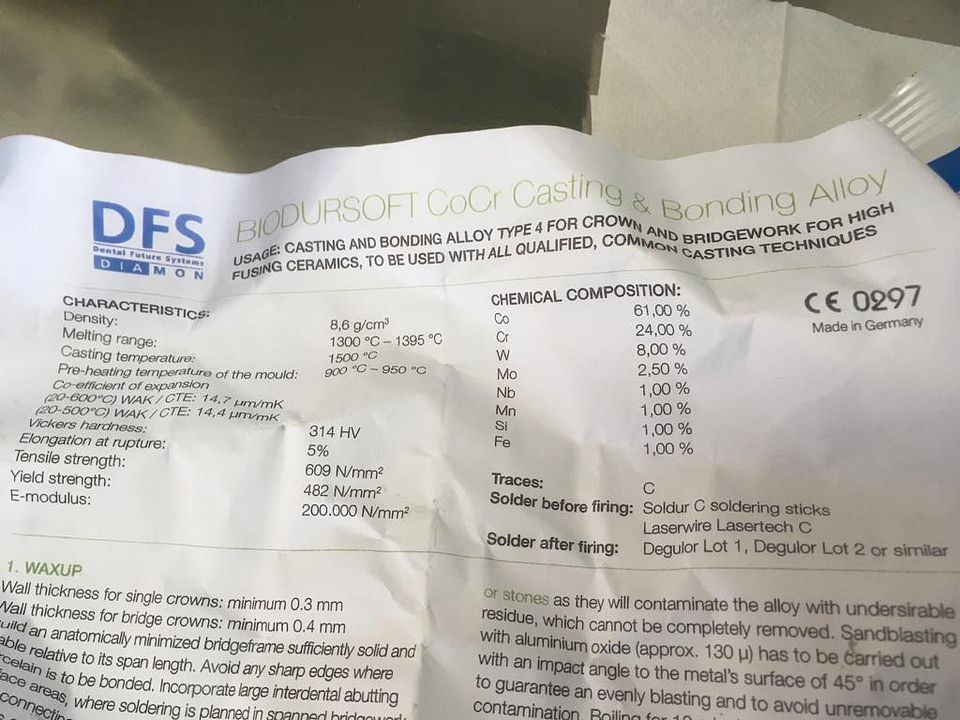
This sort of alloy is the stuff that some crowns and metal dentures are made of (as well as artificial hips). It’s about as strong as you can get in my trade and this little exercise was a test to see if it would be of use for student teaching purposes.
The final castings were minimally cleaned up with grit blasting to remove the investment, but the remaining green oxide layer may help paint adhesion - as will the ‘as cast’ surface. These columns can afford to have a bit of paint build up when sprayed as the top of the casting was quite heavy, in reality.
(image copyright Malcolm Tucker)

Trimming from the sprue and any adjustments will be done with diamond discs and burs, although this is a relatively soft Co Cr alloy compared to some. When fully fettled and painted, the columns will be attached with full strength epoxy resin adhesive. There is no way those columns are going to get bent!
Hope this is of some interest.
Tim
Tom Everitt’s 3DP columns were mounted for casting with a large wax feeder sprue on a sprue former and casting ring.
They were then invested in a very high temperature investment.
This was brought up to 900deg C to expand the investment and burn out the plastic. The investment expansion accommodates the shrinkage of the metal on cooling.
The metal ingots can be seen in the crucible with the hot casting ring in place. The metal is heated by induction to 1500 deg C.
At casting temperature the button of molten alloy can now be seen in the crucible.
It’s now been vacuum cast into the investment ring.
The exciting bit is when the ring is quenched and the castings divested.
The alloy used is shown here:
This sort of alloy is the stuff that some crowns and metal dentures are made of (as well as artificial hips). It’s about as strong as you can get in my trade and this little exercise was a test to see if it would be of use for student teaching purposes.
The final castings were minimally cleaned up with grit blasting to remove the investment, but the remaining green oxide layer may help paint adhesion - as will the ‘as cast’ surface. These columns can afford to have a bit of paint build up when sprayed as the top of the casting was quite heavy, in reality.
(image copyright Malcolm Tucker)
Trimming from the sprue and any adjustments will be done with diamond discs and burs, although this is a relatively soft Co Cr alloy compared to some. When fully fettled and painted, the columns will be attached with full strength epoxy resin adhesive. There is no way those columns are going to get bent!
Hope this is of some interest.
Tim

Tim Watson
Western Thunderer


The basement & sub-basement of the York Road tube are modelled in section. Your arrow is pointing to the air-handling plant room. The internal features are protected by polycarbonate screens. It’s all explained up-thread (page 17 onwards) in the autumn. This one board has become (and will be) quite a little exhibition layout in its own right.
Tim
 . I went back a few pages looking but not quite that far.
. I went back a few pages looking but not quite that far.Tim Watson
Western Thunderer
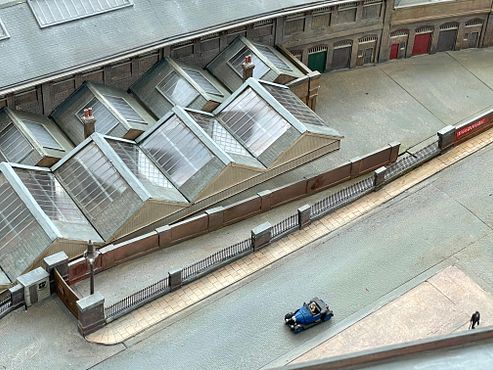
The traders have now erected their name boards at the Kings Cross Potato Market. The signs were drawn up and printed by Ben Weiner: he even made the font specially for the job. The ‘traders’ are fairly obviously all people who are Club members or who have helped with the layout (or two of my grandchildren). The views under the canopy will not be possible, once the layout is fully assembled; indeed the supporting columns for the canopy (next job) will rather get in the way of the camera once they are in place. I think everyone must have gone to the refreshment club for a cup of tea...

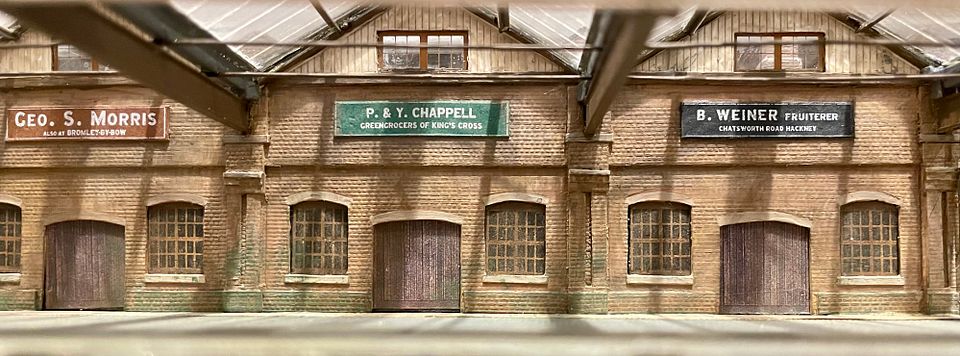



This is the view that will be available: awaiting columns, wagons, carts, horses & people!
Thanks to everyone who has contributed to the model so far. CF really is a team effort.
Tim
This is the view that will be available: awaiting columns, wagons, carts, horses & people!
Thanks to everyone who has contributed to the model so far. CF really is a team effort.
Tim
Last edited: